Introduction
In motor core manufacturing, tooling selection plays a decisive role in production efficiency, dimensional consistency, and overall project cost. Among the most commonly used tooling concepts, progressive moulds and compound moulds are often discussed side by side, yet frequently misunderstood or oversimplified.
In practice, choosing between a progressive motor core mould and a compound motor core mould is not a matter of which option is “better,” but rather which is more suitable for a specific product, production volume, and stamping line configuration. An early mismatch in tooling selection can lead to unnecessary cost, limited scalability, or process constraints later in production.
This article explains the fundamental differences between progressive and compound motor core moulds, focusing on their structural characteristics, production behavior, and typical application scenarios.
What Is a Progressive Motor Core Mould
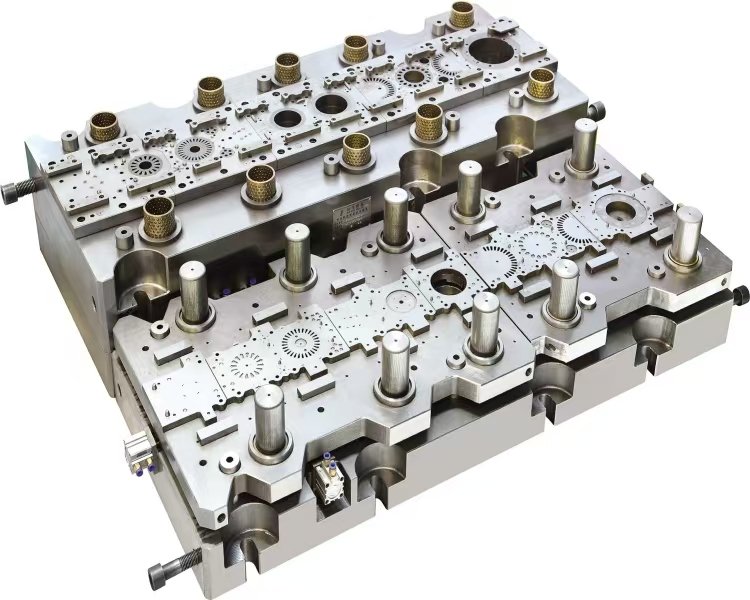
A progressive motor core mould is a multi-station stamping tool in which the strip material is fed continuously through a series of stations. Each station performs a specific operation—such as piercing, notching, or contour cutting—until the final lamination is completed at the last station.
Key characteristics of progressive moulds include:
- Multiple sequential stations within one mould set
- Continuous strip feeding with fixed pitch progression
- Gradual material transformation across the tool
Because each press stroke advances the strip to the next station, progressive moulds are particularly well suited for high-volume, continuous production environments where output stability and repeatability are critical.
What Is a Compound Motor Core Mould?
A compound motor core mould performs multiple cutting or forming operations simultaneously within a single press stroke. Unlike progressive moulds, compound moulds typically operate at one main station, where piercing and blanking occur together.
Key characteristics of compound moulds include:
- Single-station or limited-station structure
- Multiple operations completed in one stroke
- Compact tooling layout
Compound moulds are often selected for projects where tooling simplicity, limited press capability, or lower production volume are key considerations. They are commonly applied in applications that do not require continuous strip progression or highly automated feeding systems.
Key Differences Between Progressive and Compound Moulds
Production Efficiency
Progressive moulds are designed for continuous operation and typically achieve higher output rates once fully commissioned. Their compatibility with automated feeding and stacking systems makes them suitable for large-scale motor lamination production.
Compound moulds, while capable of stable output, generally operate at lower production speeds. Their cycle time is often limited by press capacity and manual or semi-automatic handling methods.
Tooling Complexity and Cost
Progressive moulds usually involve higher initial tooling complexity due to their multi-station design, precise pitch control, and tighter alignment requirements. As a result, their upfront manufacturing and commissioning costs are typically higher.
Compound moulds feature a more compact and straightforward structure. Tooling design, assembly, and adjustment are generally less complex, which can translate into lower initial investment and shorter lead times.
Application Scenarios
Progressive moulds are commonly applied when:
- Production volume is high and long-term
- Dimensional consistency requirements are stringent
- Automated or high-speed stamping lines are available
Compound moulds are often preferred when:
- Production volume is moderate or limited
- Press capacity or automation level is constrained
- Cost sensitivity is a primary consideration
Neither solution is universally superior; the optimal choice depends on the overall manufacturing context.
When Should You Choose a Progressive Mould?
A progressive motor core mould is typically suitable when the project involves large-scale production, long product life cycles, and a well-defined automation strategy. It is particularly advantageous in applications where output stability, repeatability, and production efficiency outweigh higher initial tooling investment.
When Is a Compound Mould a Better Option?
A compound motor core mould may be a better option for lower-volume projects, pilot production, or applications where tooling simplicity and cost control are prioritized. It is also commonly used when press capacity or floor space limits the feasibility of multi-station progressive tooling.
Conclusion
Progressive and compound motor core moulds serve different roles within motor lamination manufacturing. Rather than representing competing solutions, they address different production needs and constraints.
Understanding the structural and operational differences between these two mould types enables manufacturers to make more informed tooling decisions early in the project lifecycle—reducing risk, optimizing investment, and supporting stable production outcomes over time.